In response to the emission requirements of the environmental protection department and the concern of residents about the malodorous gas in the urban area, the malodorous gas emitted by the environmental exhaust gas of the surrounding pharmaceutical factory should be monitored online;By providing a scientific governance plan for emission monitoring indicators and undertaking the demands of the living environment, we provide comprehensive three-dimensional solutions for the gas emissions of the whole plant.
Program analysis:
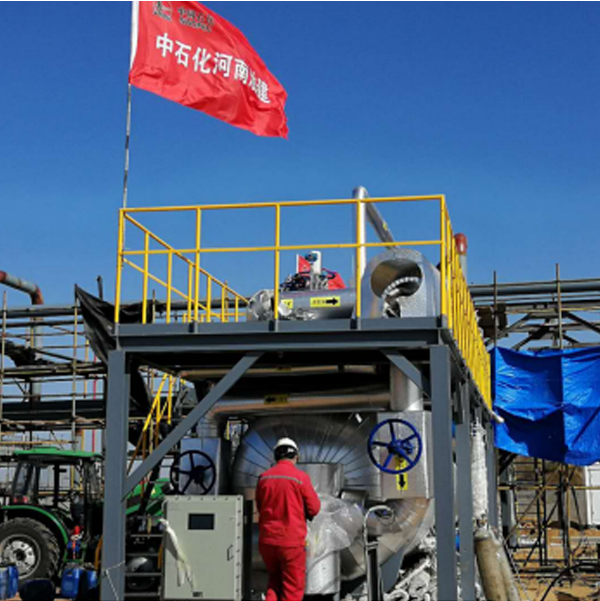
1. Environment: exhaust outlet, high temperature, high humidity;
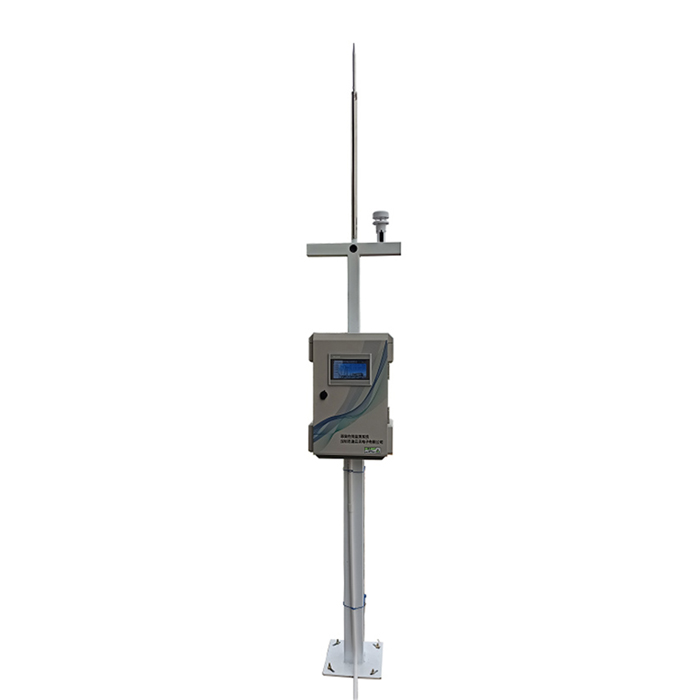
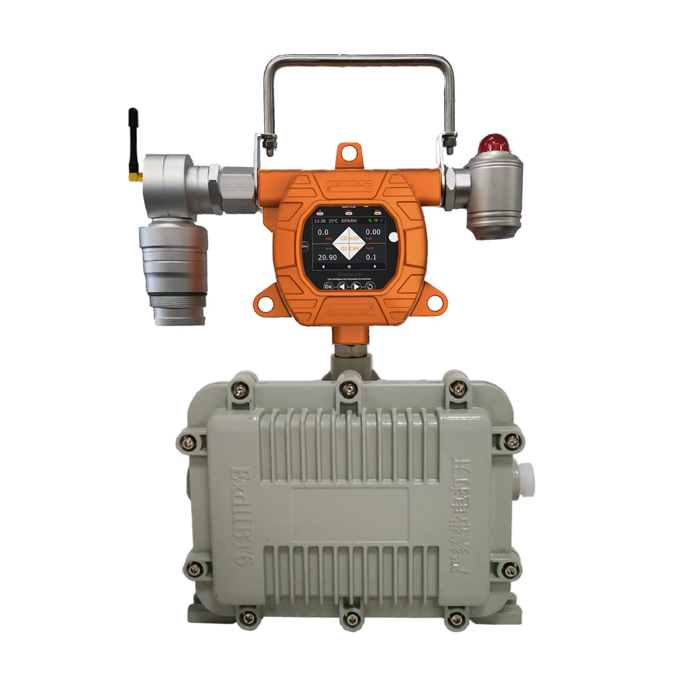
2. Selected product model: TH2000 pretreatment system, MIC-600 fixed composite series;
3. Monitoring factors: organic volatile gas TVOC, hydrogen sulfide H2S, ammonia NH3;
4. Sensors: PID photoion, electrochemistry, electrochemistry respectively
5. Signal transmission: 4-20mA signal is connected to the PLC system for centralized monitoring;
Description: Due to the high exhaust temperature of the site (above 100 degrees Celsius) and the humidity is too high, the direct measurement of the sensor will affect the service life, and the customer requires the equipment to be explosion-proof on site; so install TH-2000-C-EX pretreatment system, the built-in pump pump extracts the exhaust gas to the monitoring system for cooling, and transports it to the MIC-600 gas chamber for harmful factor detection after dehumidification and other operations, and transmits the detected signal to the PLC through the 4-20mA signal for centralized monitoring.
 < /P>
< /P>
1. Environment: exhaust outlet, high temperature, high humidity;
2. Selected product model: TH2000 pretreatment system, MIC-600 fixed composite series;
3. Monitoring factors: organic volatile gas TVOC, hydrogen sulfide H2S, ammonia NH3;
4. Sensors: PID photoion, electrochemistry, electrochemistry respectively
5. Signal transmission: 4-20mA signal is connected to the PLC system for centralized monitoring;
Description: Because the on-site exhaust temperature is too high (more than 100 degrees Celsius) and the humidity is too high, the direct measurement of the sensor will affect the service life, and The customer's on-site requirement is that the equipment has explosion-proof; therefore, a TH-2000-C-EX pretreatment system is added. The built-in pump pump extracts the exhaust gas to the monitoring system for cooling, dehumidification and other operations, and then transports it to the MIC-600 gas chamber for harmful factor detection, and the detected signal is transmitted through the 4-20mA signal. Output to PLC for centralized monitoring.




























 info@eranntexgas.com sale1@eranntexgas.com
info@eranntexgas.com sale1@eranntexgas.com


 15914124845
15914124845